I processen med at udføre arbejdsaktivitet opstår et sådant koncept som produktionshastigheden. Det gælder ikke for alle sektorer i økonomien, men det er en meget vigtig indikator i beregningen af lønningerne for en medarbejder. Oftest brugt udelukkende til fremstillingsvirksomheder. Om hvor og hvordan produktionshastigheden bruges, vil vi gå videre. 
Teoretiske begreber
Rationering af arbejdskraft er under alle omstændigheder nødvendig. Hvordan tildeles man en løn til en medarbejder? Baseret på hvilke data og indikatorer? Dette var første gang, at John Keynes tænkte over dette i morgenen af den økonomiske teori. I dag udføres regulering i enhver branche, og henstillinger herom er angivet i forskriftsdokumenter.
Faktisk bestemmer produktionshastigheden, hvor mange outputenheder en person skal gøre i den tildelte tid. Parameteren beregnes i fysiske termer: ton, stykker, kilogram, meter og så videre. På trods af det faktum, at der er en samlet tilgang til dannelsen af produktionsstandarder, er det for hver sektor af økonomien helt anderledes. På statsniveau gives der kun praktiske henstillinger, men specifikke indikatorer indstilles direkte på virksomheden og reguleres af en kollektiv overenskomst.
Dernæst overvejer vi, hvordan man beregner produktionshastigheden ved hjælp af eksemplet på en bestemt branche. 
Proceduren for udvikling af produktionsstandarder for fødevareindustrien
På cateringvirksomheder er det sædvanligt at antage, at enhver koks arbejde anslås til antallet af tilberedte retter. Denne tilgang hjælper med til objektivt at vurdere, hvilke omkostninger ved tid, ressourcer og arbejdskraft, der var nødvendige for at skabe et bestemt produkt. De normative dokumenter for fødevareindustrien har udviklet særlige arbejdsintensitetsfaktorer, uden hvilke det er umuligt at beregne produktionshastigheden. 
Fødevareindustriens arbejdsintensitetsfaktor
Arbejdskraftintensitetskoefficienten viser, hvor meget tid der er behov for at tilberede en skål i forhold til skålen taget som arbejdsintensitetsenhed. Der er med andre ord en enkelt parameter, der accepteres som en enhed, og alle andre sidestilles med den.
For eksempel forberedes den enkleste kyllingsuppe i mængden af en portion til 100 sekunder. Dette er en enhed. Mælkesuppe vil tage 90 sekunder, i hvilket tilfælde det arbejdsintensive forhold vil være 0,9. Timing hjælper med at etablere en sådan ramme. Men for at cateringfirmaerne ikke brugte deres tid på at studere standarder, blev de alle udført af offentlige tjenester, og nu kan alle normer og arbejdsintensive faktorer for fødevareindustrien findes i lovgivningsmæssige dokumenter.
Formel for produktionsstandarder for fødevareindustrien
Produktionshastigheden (formlen) er omtrent den samme for alle sektorer i økonomien. Til dens beregning bruges indikatorer for varigheden af arbejdsskiftet, den tid, der bruges på fremstilling af en produktionsenhed, tid til klargøring, hvile osv. Vi giver et eksempel for fødevareindustrien. Formlen er vist på figuren: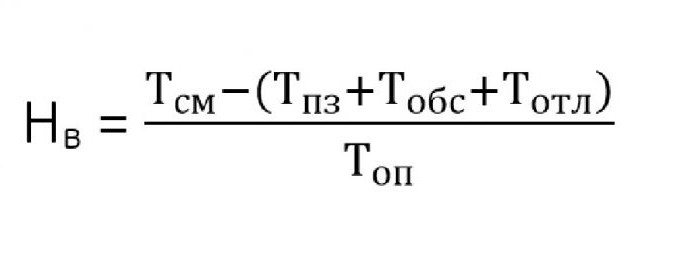
De nødvendige parametre er:
Hi - produktionshastighed
Tse - varigheden af et skift, min.
Tpz - tid til forberedelsesfasen, min.
Tobs - tid, der kræves til service på arbejdspladsen, min.
Tex - tid brugt på personlige behov, min.
Top - beregnet tid pr. produktionsenhed, min.
Generelt betyder det ikke noget i hvilken dimension beregningerne foretages. Du kan bruge minutter, sekunder eller timer.
eksempel
Givet de indledende parametre:
I alt bruger en kok 25.220 s på produktionen af cottage cheese-kage. Forberedelsestiden tager 1260 s, forberedelse af arbejdspladsen og de nødvendige materialer koster 1008 s. I pauser til hvile og personlige behov tager det 1260 s. I henhold til tidspunktet, der er angivet i forskriftsdokumenterne, bør 32,39 s bruges på produktion af en enhed cottage cheese-kage. Find produktionshastigheden.
Indsæt dataene i vores formel og få resultatet:
Hi = (25220 - (1260 + 1008 + 1260)) / 32,39 = 671 stk.
Således er en kok i et skift i stand til at producere 671 enheder cottage cheese-kage. De opnåede resultater er et skøn over arbejdsproduktiviteten og er de vigtigste data til beregning af lønninger.
Produktionshastigheder for rengøringsmidler til ikke-produktionsrum
Overvej et andet eksempel. Rengøring af produktionsfaciliteter udføres omtrent i henhold til den samme plan, derfor tages data fra en virksomhed i virkeligheden, f.eks. Øl- og læskedriksindustrien, som basis.
Beregningen af produktionshastigheden foretages under hensyntagen til følgende punkter:
- grundlæggende operationer: vaske og feje gulve, vaske og tørre vægge, vinduer, døre;
- lokaler til rengøring: teknologiske værksteder og hjælpesteder;
- egenskaber ved rengøringsgenstande: fremstillingsmateriale, arbejdsomhed under arbejde;
- for en optimal arbejdstid tages der en 8-timers skift.

Beregningsformel til rengøring af industrilokaler
Direkte hos virksomheden udføres dens egne tidsmålinger ved beregning af normerne træner. Det er det lavet for mest nøjagtigt at forstå, hvor mange minutter eller timer det tager at aftørre vinduerne, for eksempel størrelsen på 1 med 1 m eller 2 til 3 m. På samme måde og gulve. Flisebelægning uden spåner og revner fjernes meget hurtigere end dens betonmotpost. Overvej hvordan produktionshastigheden (formlen) beregnes for industribygninger:
Du skal kende følgende parametre:
Hi - produktionshastighed
Tse - varigheden af et skift, min.
Tobs - den tid, der kræves for at servicere arbejdspladsen under skiftet, min.
TDep - tid brugt på hvile, min.
Tln - tid til en pause efter personlige behov, min;
Top - beregnet tid til rengøring af 1 kvadratkilometer. m område, sek;
til er den koefficient, der tages i betragtning ved rengøring af flere rum. Det viser, hvor meget tid en arbejdstager bruger, når han flytter fra et rum til et andet. Faktisk indstillet af et stopur.
Generelle krav til produktionsværksteder inden høst
Ovennævnte produktionsnormer vil være fornuftige, hvis et antal krav til produktionsfaciliteter er opfyldt. Som vi forstår det, i et værksted, hvor arbejdet er i fuld gang hele dagen, skal alt bringes i orden ved afslutningen af skiftet. Denne tid tages med i betragtning af arbejdstageren, der står bag maskinen, og ikke rengøringsdame. Så her er de generelle krav til produktionsfaciliteter:
- ved indgangen skal der være specielle gulvgitter eller tæpper, der opsamler snavs fra gaden;
- gulve skal repareres rettidigt, når der opstår revner og huller;
- Alle transportvogne skal have gummihjul, der ikke ødelægger gulvet;
- væggene skal fremstilles i overensstemmelse med de standarder, der er vedtaget af offentlige tjenester (malet eller dækket med lette fliser);
- affald og ødelagte containere skal rengøres af medarbejderen i passende containere;
- der lægges særlig vægt på normerne for afstanden mellem udstyret;
- alle medarbejdere skal holde styr på deres arbejdsplads og holde den ren.
konklusion
At bestemme produktionshastigheder er nøglen til virksomheder i dag. Mange eksperter mener, at klart definerede kvantitative grænser krænker arbejdstagerne, forhindrer dem i at udtrykke sig og øge deres produktivitet. Men på samme tid vil arbejdsstandarder ikke snart blive annulleret, fordi det er den eneste måde at regulere lønningerne på.
Et andet spørgsmål er, at standarder regelmæssigt skal revideres for at afspejle nye forhold eller mere produktivt udstyr. En anden nonsens i dag i realiteten af produktionsstrukturer - for det meste er tidsstandarder indstillet efter prøver. Værkstedet kan have vanskeligere forhold, hvilket vil medføre et stort spild af tid, hvilket betyder manglende overholdelse af standarderne. Overvejelse af alle faktorer ved måling af tidtagning er en grundlæggende vigtig opgave til beregning af produktionshastigheder.








