Plieninių talpyklų, skirtų medžiagoms laikyti ir gabenti, gamyba yra susijusi su geriausios technologijos parinkimu. Praktiniam projekto įgyvendinimui reikia atsižvelgti į daugelį veiksnių. Svarbiausias iš jų yra įranga metalinėms statinėms gaminti, kuri galų gale leis gaminti aukštos kokybės gaminius.
Technologinė schema
Įprastą gamybos schemą sudaro keli žaliavos perdirbimo etapai. Bet pirmiausia turite nuspręsti dėl gaminių asortimento. Pagrindinis parametras yra metalinių statinių dydis ir sienos storis. Pirmasis iš jų yra lemiamas planuojant gamybą - nuo to priklausys pardavimo rinkos segmentas ir planuojama pardavimo apimtis.

Geriausia laikytis standartinių matmenų. Produkto aukštis turėtų būti 880 mm, skersmuo - iki 610 mm. Šiuo atveju statinės tūris bus lygus 208 litrams. Dugnas turi būti neatsiejama konstrukcijos dalis, o viršutinio dangčio montavimo mechanizmas turėtų užtikrinti sandarumą.
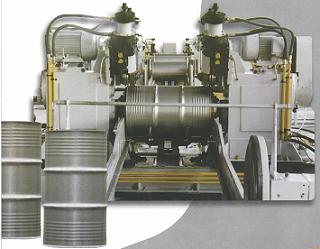
Gamybos liniją sudaro šie komponentai:
- Žaliavų paruošimas perdirbimui. Tam naudojamas konsoleris.
- Metalo pjaustymas hidrauliniu presu.
- Standžių (įdubų) formavimo procesas ant gaminio kūno.
- Statinės kraštų suvirinimas ir valcavimas.
- Tapyba.
Kiekvienam etapui parenkama tinkama įranga metalinėms statinėms gaminti.
Pjovimas
Gaminant plieninius rezervuarus geriausia naudoti valcuotą plieną. Tai leis ne tik sumažinti įrašų skaičių, bet ir žymiai sutaupyti vietos saugykloje.

Pirmiausia turite įdiegti ritinėlį ant ritės ašies. Geriausia pasirinkti modelį su giljotinos peiliu, su kuriuo jūs galite nedelsdami suformuoti būsimų konstrukcinių elementų ruošinius. Jie turėtų būti suskirstyti pagal dydį: kai kurie yra būtini gaminio kūnui formuoti, o iš kitų jie daro statinės dugną ir dangtį.
Kiekviena metalinių statinių gamyba turi būti aprūpinta dugno forma. Tai yra apvali plieninė plokštė, kuri yra pagaminta konkrečiam spaudos modeliui. Sumontavus metalo lakštą, spaudžiant jo paviršių, formuojamas konstrukcinis elementas.
Suvirinimas
Patikrinę ruošinių matmenis, galite pereiti prie gatavo produkto išleidimo. Šiame etape lakštinė kėbulo medžiaga yra lenkiama, naudojant valcavimo stakles.
Metalo statinių gamybos linija be šios įrangos negalės atlikti savo funkcijų. Tuščias lapas montuojamas ant tam tikro skersmens veleno (atsižvelgiant į būsimo gaminio dydį). Slinkimo metu suformuojamas cilindras, kurį vėliau reikia laikyti kartu.
Norėdami sukurti sandarų ryšį, naudojami suvirinimo aparatai. Pagal darbo tipą jie skirstomi į taškų ir siūlių modelius. Pastarosios yra labiau paplitusios dėl prieinamų išlaidų. Tačiau kalbant apie funkcionalumą, jie yra prastesni nei taškiniai įrenginiai. Tas pats pasakytina ir apie jungties kokybę - minimalus poveikis metalui nesukels mechaninio įtempio gaminio paviršiuje skirtumo.
Kėbulo ir dugnų gamybos proceso pabaigoje kraštai suvynioti. Tada konstrukcija suvirinama ir siunčiama dažyti.
Nuotėkio bandymas ir dažymas
Profesionalioje metalinių statinių gamybos įrangoje turėtų būti bandymų stendas, ant kurio būtų tikrinama gaminių kokybė. Tam statinė yra sumontuota ant mašinos korpuso. Po oro evakavimo patikrinamas ruošinio viduje esantis slėgio parametras. Jei produktas išlieka stabilus, produktas yra aukštos kokybės.

Patikrinimo pabaigoje būtinas paviršiaus apdorojimas - dažymas. Pirmiausia konstrukcija kruopščiai išvaloma, o po to uždengiama gruntu. Po to, kai jis išdžiūsta, statinė panardinama į dažų vonią, iš kur ji siunčiama į karšto džiovinimo liniją. Apsauginis sluoksnis tvirtinamas šiluminiu poveikiu.
Paskutiniame gamybos etape rekomenduojama dar kartą patikrinti produkto būklę. Tai galima padaryti vizualiai ir naudojant bandymo įrangą. Tada gatavas produktas siunčiamas į sandėlį saugoti.
Kadangi vėliau statinės gali būti naudojamos agresyvioms laikmenoms gabenti, ypatingą dėmesį reikėtų atkreipti į jų meistriškumą. Kiekvienas gamybos etapas turi būti stebimas, ar laikomasi normų ir standartų.






