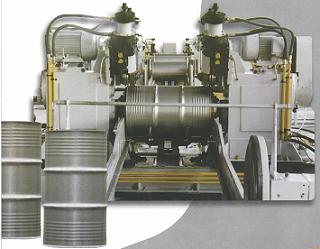
Ang paggawa ng mga tangke ng bakal para sa pag-iimbak at transportasyon ng mga materyales ay nagsasangkot ng pagpili ng pinakamahusay na teknolohiya. Para sa praktikal na pagpapatupad ng proyekto, maraming mga kadahilanan ang dapat isaalang-alang. Ang pinakamahalaga sa kanila ay ang kagamitan para sa paggawa ng mga bariles ng metal, na sa huli ay gagawing posible upang makabuo ng mga de-kalidad na produkto.
Diskarte sa teknolohikal
Ang isang tipikal na pamamaraan ng pagmamanupaktura ay binubuo ng maraming yugto ng pagproseso ng feedstock. Ngunit kailangan mo munang magpasya sa hanay ng mga produkto. Ang pangunahing parameter ay ang laki ng mga metal barrels at ang kapal ng pader. Ang una sa kanila ay mapagpasyahan sa pagpaplano ng produksyon - ang segment ng merkado ng benta at ang binalak na dami ng benta ay nakasalalay dito.

Pinakamabuting sumunod sa mga karaniwang sukat. Ang taas ng produkto ay dapat na 880 mm, diameter - hanggang sa 610 mm. Sa kasong ito, ang kapasidad ng bariles ay magiging katumbas ng 208 litro. Ang ilalim ay dapat na isang mahalagang bahagi ng istraktura, at ang mekanismo ng pag-install ng tuktok na takip ay dapat matiyak na mahigpit.
Ang linya ng produksiyon ay binubuo ng mga sumusunod na sangkap:
- Paghahanda ng mga hilaw na materyales para sa pagproseso. Para sa mga ito, ginagamit ang isang cantilever winder.
- Ang pagputol ng metal na may isang pindutin haydroliko.
- Ang proseso ng pagbubuo ng mga stiffeners (recesses) sa katawan ng produkto.
- Ang paghagupit at pagulong sa mga gilid ng bariles.
- Pagpipinta.
Para sa bawat isa sa mga yugto, ang naaangkop na kagamitan para sa paggawa ng mga bariles ng metal ay napili.
Pagputol
Sa paggawa ng mga tangke ng bakal mas mahusay na gumamit ng pinagsama na bakal. Hindi lamang nito mabawasan ang bilang ng mga scrap, ngunit makabuluhang i-save din ang puwang sa imbakan.

Una kailangan mong i-install ang roll sa axis ng winder. Pinakamabuting pumili ng isang modelo na may isang kutsilyo ng guillotine, kung saan maaari kang agad na bumubuo ng mga blangko ng hinaharap na mga elemento ng istruktura. Dapat silang hatiin ayon sa laki: ang ilan ay kinakailangan para sa pagbuo ng katawan ng produkto, at mula sa iba ay ginagawa nila ang ilalim at takip ng bariles.
Ang bawat paggawa ng mga metal barrels ay dapat na nilagyan ng isang magkaroon ng amag para sa mga ilalim. Ito ay isang bilog na plate na bakal, na ginawa para sa isang tiyak na modelo ng pindutin. Matapos i-install ang metal sheet sa pamamagitan ng presyon sa ibabaw nito, nabuo ang isang elemento ng istruktura.
Welding
Matapos suriin ang mga sukat ng mga workpieces, maaari kang magpatuloy nang direkta sa paglabas ng tapos na produkto. Sa yugtong ito, ang materyal ng sheet ng katawan ay sumailalim sa baluktot gamit ang mga rolling machine.
Ang isang linya para sa paggawa ng mga bariles ng metal nang walang kagamitan na ito ay hindi matutupad ang mga function nito. Ang isang blangkong sheet ay naka-install sa isang baras ng isang tiyak na diameter (depende sa laki ng hinaharap na produkto). Sa proseso ng pag-scroll, ang isang silindro ay nabuo, na dapat pagkatapos ay gaganapin nang magkasama.
Upang lumikha ng isang masikip na koneksyon, ginagamit ang mga welding machine. Ayon sa uri ng trabaho, nahahati sila sa mga pattern ng point at seam. Ang huli ay mas laganap dahil sa kanilang abot-kayang gastos. Ngunit sa mga tuntunin ng pag-andar, sila ay mas mababa sa punto ng mga aparato. Ang parehong naaangkop sa kalidad ng pinagsamang - isang minimal na epekto sa metal ay hindi magiging sanhi ng pagkakaiba sa mekanikal na stress sa ibabaw ng produkto.
Sa pagtatapos ng proseso ng pagmamanupaktura ng katawan at sa ilalim, ang mga gilid ay pinagsama. Pagkatapos ang istraktura ay welded at ipinadala para sa pagpipinta.
Leak test at pagpipinta
Ang mga propesyonal na kagamitan para sa paggawa ng mga barrels ng metal ay dapat magsama ng isang bench bench na kung saan ang kalidad ng mga produkto ay nasuri. Para sa mga ito, ang bariles ay naka-install sa katawan ng makina. Matapos ang paglisan ng hangin, ang parameter ng presyon sa loob ng workpiece ay nasuri. Kung ito ay nananatiling matatag, ang produkto ay may mataas na kalidad.

Sa pagtatapos ng inspeksyon, kinakailangan ang paggamot sa ibabaw - pagpipinta. Una, ang istraktura ay lubusan na nalinis, at pagkatapos ay natatakpan ng isang panimulang aklat. Matapos itong malunod, ang bariles ay nalubog sa isang paliguan ng pintura, mula sa kung saan ipinadala ito sa mainit na linya ng pagpapatayo. Ang pangkabit ng proteksiyon na layer ay nangyayari sa pamamagitan ng thermal exposure.
Sa pangwakas na yugto ng produksiyon, inirerekomenda na suriin muli ang kondisyon ng produkto. Maaari itong gawin nang biswal at may mga kagamitan sa pagsubok. Pagkatapos ang tapos na produkto ay ipinadala sa isang bodega para sa imbakan.
Dahil ang mga bandang huli ay maaaring magamit upang magdala ng agresibong media, ang espesyal na pansin ay dapat bayaran sa kanilang pagkakagawa. Ang bawat yugto ng paggawa ay dapat na subaybayan para sa pagsunod sa mga kaugalian at pamantayan.






