For at organisere en hvilken som helst produktionsproces er det nødvendigt at færdiggøre produktionslinjen korrekt. Dette gælder især for små industriorganisationer, der er specialiserede i fremstilling af facadestrukturer. Korrekt valgt udstyr til produktion af aluminiumsvinduer vil blive grundlaget for en succesrig virksomhed.
Teknologisk plan
Specifikationerne ved fremstilling af aluminiumsstrukturer ligger i den store frihed ved at vælge den teknologiske plan for deres produktion. I den indledende fase af organisationen, med et lille budget, kan du begrænse dig til et minimalt sæt maskiner og tilbehør. Men for dette skal du kende de vigtigste faser.
- Beregning af mængden af materiale til fremstilling, udarbejdelse af skemaer og samlinger. Til dette bruges programmer til produktion af vinduer.
- Opskæring, behandling og samling af strukturer.
- Transportlogistik til levering af produkter til faciliteter.
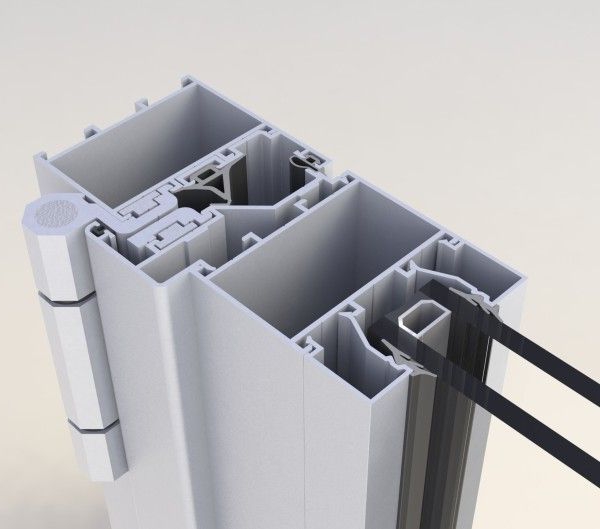
Det afgørende punkt på denne liste er specialudstyr designet til produktion af vinduesstrukturer. Den har brug for en mere detaljeret gennemgang. Hans valg afhænger direkte af profilsystemet og især metoden til fastgørelse af hjørneelementerne i konstruktionerne. Afhængig af dette er to typer linjer opdelt: med mekanisk fastgørelse og presning med speciel lim.
Procedure for installation af udstyr
Sekvensen af monteringstrin i konstruktionen afhænger direkte af typen værktøjsmaskiner. Selv med en minimumskonfiguration kræves følgende processer.
- Skæring. Det udføres ved hjælp af en cirkelsav eller en speciel tohovedet CNC-maskine. Sidstnævnte er den bedste mulighed, da dette udstyr til produktion af aluminiumsvinduer kan skære profilen i en halvautomatisk tilstand, skal du blot indtaste størrelsesdataene.
- Milling. Efter at have skåret profilen er det nødvendigt at behandle den for at installere tilbehør: gensidige niveauer, håndtag, løkker. For at gøre dette bruges en kopimaskine, der ved hjælp af langsgående og tværgående boring gør de nødvendige huller. Deres placering og dimensioner bestemmes af konfigurationen af monteringselementerne.
- Forsamling. Efter foreløbig forberedelse af profilen oprettes en vinkelforbindelse, som et resultat af hvilket der opnås en færdig struktur. For at gøre dette bruges aluminiumspressemaskiner, der fungerer efter princippet om presning. Hvis der anvendes enkle systemer, kan mekaniske fastgørelsesanordninger bruges.
- Kvalitetskontrol. Efter montering af vinduerne kontrolleres kvaliteten af forbindelsen til alle elementer og funktionen af skodderne. For at gøre dette, er designet installeret i en testbænk, hvorpå korrektheden af dimensioner, betjening af fittings og fraværet af ægteskab i produktet verificeres.
Dette er en generel beskrivelse af produktionsprocessen og proceduren for at gennemgå trinnene til samling af aluminiumsvinduer. Mindre ændringer i sammensætningen af udstyr og værktøjer kan foretages afhængigt af den valgte profil. En af hovedparametrene er valg af teknologi til vinkelforbindelsen af profiler.
Mekanisk forbindelse
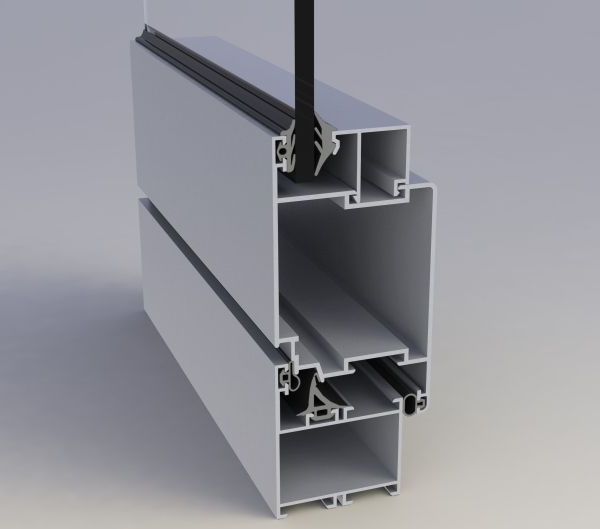
De fleste af budgetserierne af aluminiumsystemer til fremstilling af strukturer er mekanisk forbundet.Efter at man har skåret emnets ender i en vinkel på 45 °, laves der huller på den indre overflade. Efter at have indsat forbindelseselementet ved hjælp af en skruetrækker, er det fastgjort. I processen fastgøres samlingerne af profilerne sammen og udgør en integreret del.
Med denne teknologi er brug af specialudstyr valgfri. Processen er kendetegnet ved lave omkostninger og lave arbejdsomkostninger. Det er dog ikke altid anvendeligt, for med store strukturer og følgelig profilen indlæses, er dens praktiske anvendelse umulig. Også på denne måde er det umuligt at forbinde profilen til den "varme" serie. Specificiteten af deres tværsnit tillader ikke installation af et mekanisk stik.
trykke
En presse til produktion af aluminiumsvinduer er en mere teknologisk og pålidelig måde at sammenføje strukturelle emner. Efter klipning ved hjælp af en kopimaskine formales enderne. Derefter installeres et ende til ende stift stik i slutningen af de to profiler. For at øge stivheden tilføjes et specielt klæbemiddel. Når strukturen endelig samles, presses hjørnedelene ind.
På denne måde opnås en forbindelse af høj kvalitet. Ved hjælp af denne teknologi kan store panoramakonstruktioner og aluminiumsfasadeelementer samles. I modsætning til den mekaniske metode er denne monteringsmetode meget hurtigere, selvom den er dyrere.
Kvalitetskontrol
Det sidste trin er kvalitetskontrol. Til dette kræves specielt udstyr til produktion af aluminiumsvinduer - en testbænk. Det er en stiv ramme med glidende lodrette stativer. Efter installationen af strukturen fikseres sidedelene, og teknologen kan begynde at kontrollere produktets kvalitet.

De overordnede dimensioner af vinduet og dets indre dele kontrolleres: Raster, placering af imposteringen og så videre. Derefter begynder de at teste driften af tilbehøret. Lukkeren åbnes i alle de foreskrevne tilstande, dens densitet trykkes mod rammen verificeres. Hvis alle parametre opfylder kravene, kan produktet sendes til kunden.
Hvilket udstyr til produktion af aluminiumsvinduer er optimalt til en bestemt produktion? Valget skal svare til budgettet, planlagt kapacitet og værkstedsområde. Det anbefales at kontakte specialiserede virksomheder, der er engageret i valg af udstyr.
