Kapı yapılarının imalatında çeşitli malzemeler kullanılır. Şu anda, plastik, alüminyum ve hatta cam ürünlerini bulabilirsiniz. Ancak klasik ahşap modeller hala büyük talep görüyor. Serbest bırakılmaları için kapı üretimi için doğru ekipmanın seçilmesi gerekir.
Genel makine seçim parametreleri
Kapı imalatı için doğru makine seçimi, üretimin planlama aşaması ile başlar. Bu aşamada, etkinliğin genel bütçesini, ürün yelpazesini ve ekipman listesini yansıtan bir iş planı hazırlanır. İkincisi seçerken, bazı faktörler dikkate alınmalıdır.
Her şeyden önce, bu çizginin performansı. Her kapı imalat makinesi, belirli bir ürün hacmi için tasarlanmıştır. Bu ana seçim seçeneğidir. Ancak, buna ek olarak, aşağıdaki özellikler dikkate alınmalıdır:
- İş parçası işleme işleminin karmaşıklığı. Bu parametre doğrudan makine personelinin sayısına bağlıdır.
- Genel boyutlar Üretim odasında ekipman düzenlenirken dikkate alınırlar.
- Güç tüketimi. Üretim maliyetlerinin oluşumunun bileşenlerinden biridir.
Her ekipman türü için ayrı ayrı göz önünde bulundurulması gereken belirli seçim kriterleri vardır.
Güç kesme makinası
Ahşap kapı üretimi için ana malzeme kütüklerdir. İşlemleri özel bıçkı fabrikalarında yapılır. Kapı üretimi için bu ekipman temel değildir, ancak kullanılabilirliği ürünlerin maliyetini önemli ölçüde azaltabilir.
Belirli bir kereste fabrikası modelini seçerken hangi faktörlerin göz önünde bulundurulması gerekir? Profesyoneller, kütüklerin, panolara kesilmesi gereken genel boyutları ile itilir. Orta sınıf ekipman 800 mm çapa kadar iş parçalarını işleyebilir. Ortalama uzunluk 6 m s olmalıdır. Levhaların kalınlığı da dikkate alınmalıdır. Kapıların imalatı için profil kesit derinliği 4 cm'ye kadar olan lameller gereklidir.
Hızarhanenin kesme hızı yaklaşık 15-20 m / dak olmalıdır. Bu, üretim küçük hacimler için tasarlanmış olsa bile, kapı üretimi için uygun boşluk hacmi sağlayacaktır.
Kurutma odası
Panellerin işlenmesi sonunda nemi çok yüksek kalır. Gerekli gösterge% 8-10 olmalıdır. Etkili ve hızlı kuruma için özel kameralar kullanılır - iç ısıtmalı kapalı kutular ve havalandırma sistemi.
Isı yalıtımlı malzeme ile korunan hermetik duvarları olan çelik yapılardır. Aşağıdaki göstergeleri kullanarak en iyi modeli seçebilirsiniz:
- Kameranın net ses seviyesi.
- Sıcaklık çalışma koşulları Isıtma elemanlarının sayısına ve konumuna bağlıdırlar. Parametre, kurutma hızını etkiler.
- Yapının içindeki dolaşım mekanizması. Zorunlu havalandırma mevcut olmalıdır.
Bireysel bir projede bir kurutma odası sipariş edilmesi önerilir. Bu durumda, parametreleri tüm üretim hattının gerekli teknik özelliklerine tam olarak uyacaktır.

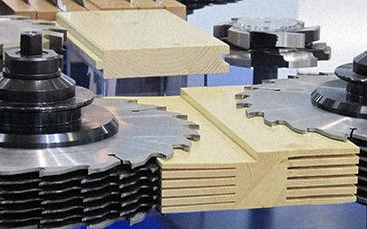
Freze ve yapıştırma lamelleri
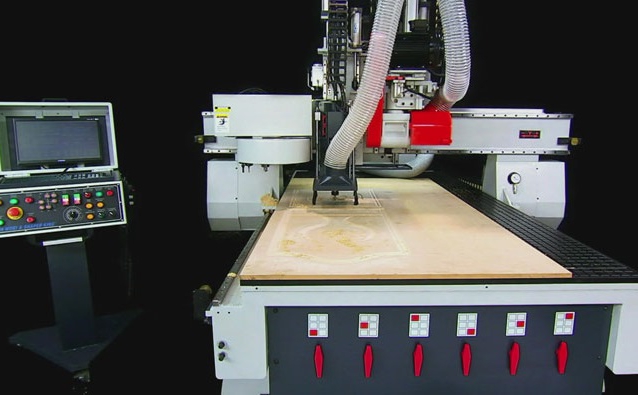
Kurutma işleminin sonunda, lameller reddedilir ve birbirine yapıştırılır. Ancak, ilk önce aynı boyutta olacak şekilde levhaların yüzeyini frezelemeniz gerekir.Bunun için, iş parçasının birkaç tarafını aynı anda işleyebilecek bir kapı üretimi için bir makine satın alınmıştır.
Dörtgen freze merkezlerini tercih etmek en iyisidir. Verimliliği yaklaşık 10-15 m p./dk. Profilin yan yüzeyinde montaj oluğu oluşturmak için kit içerisindeki kesicileri içerdiğinizden emin olun.
Daha üretken modeller bir seferde 8'e kadar işlem gerçekleştirebilir. Ancak, düşük verimlilikteki bir hat için işlem hızları çok yüksek. Önemli bir faktör, işlevselliğine bağlı olarak freze makinesinin maliyetindeki artıştır.
Kapı presi, bir mobilya paneli oluşturmak için lamellerin yerleştirildiği yatay bir tablodur. Ana parametre, nihai ürünün boyutları ve üretim hızlarıdır.

Donanım Kurulumu
Menteşelerin ve kilitlerin takılması isteğe bağlı bir işlemdir. Kapı üretimi için standart bir hat olarak, blendaj üretimi ve dış yüzeyinin frezelenmesi ile sınırlıdır. Ancak, “satın al ve monte et” ilkesine göre yapılan ürünler büyük talep görmeye başladı. Tasarımda kilitlerin ve menteşelerin varlığı, montaj işlemini büyük ölçüde kolaylaştırır.
Bunları monte etmek için, boyutları genellikle 2x2 m olan bir masaya ihtiyacınız olacak.Sübüler yapı, aksesuarların hızlı montajı için serbestçe hareket edebiliyor. Şablonların kullanılması işlemi tamamlamak için gereken süreyi kısaltacak ve ayrı ayrı elemanların kurulumunun doğruluğunu artıracaktır.
Üretim işleminin sonunda, kapı kanadı paketlenir ve depolanması için bir depoya gönderilir. PVC filmin yapının tüm yüzeyine döşenmemesi önemlidir. Nem yoğunlaştığında rengini değiştirebilir. Kapının ön kısmı, mekanik hasarı da önleyecek olan karton levhalarla korunmaktadır.
