Gaminant durų konstrukcijas naudojamos kelių rūšių medžiagos. Šiuo metu galite rasti plastiko, aliuminio ar net stiklo gaminių. Tačiau klasikiniai medienos modeliai vis dar turi didelę paklausą. Jų išlaisvinimui būtina pasirinkti tinkamą įrangą durims gaminti.
Bendrieji mašinos parinkimo parametrai
Tinkamas mašinų pasirinkimas durų gamybai prasideda nuo gamybos planavimo etapo. Šiame etape sudaromas verslo planas, kuris atspindi bendrą renginio biudžetą, gaminių asortimentą ir įrangos sąrašą. Renkantis pastarąją, reikia atsižvelgti į tam tikrus veiksnius.
Visų pirma, tai yra linijos atlikimas. Kiekviena durų gamybos mašina yra skirta konkrečiam produktų kiekiui. Tai yra pagrindinis pasirinkimas. Tačiau be viso to, reikėtų atsižvelgti į šias savybes:
- Ruošinio apdorojimo proceso sudėtingumas. Šis parametras tiesiogiai priklauso nuo mašinos personalo skaičiaus.
- Bendrieji matmenys Į juos atsižvelgiama organizuojant įrangą gamybos kambaryje.
- Energijos sąnaudos. Tai yra viena iš gamybos kaštų formavimo sudedamųjų dalių.
Kiekvienam įrangos tipui yra tam tikri atrankos kriterijai, kurie turėtų būti nagrinėjami atskirai.
Lentpjūvė
Pagrindinė medinių durų gamybos medžiaga yra rąstai. Jų perdirbimas atliekamas specialiose lentpjūvėse. Ši durų gamybos įranga nėra pagrindinė, tačiau jos prieinamumas gali žymiai sumažinti gaminių kainą.
Į kokius veiksnius reikia atsižvelgti renkantis konkretų lentpjūvės modelį? Profesionalai atstumiami bendrais rąstų matmenimis, kurie turi būti pjaunami į lentas. Viduriniosios klasės įranga gali apdirbti ruošinius, kurių skersmuo yra iki 800 mm. Vidutinis ilgis turėtų būti 6 m p., Taip pat reikia atsižvelgti į lentų storį. Durelių gamybai reikalingos lamelės, kurių profilio profilio gylis yra iki 4 cm.
Lentpjūvės pjovimo greitis turėtų būti apie 15-20 m p./min. Tai užtikrins tinkamą ruošinių tūrį gaminant duris, net jei gamyba yra skirta mažiems kiekiams.
Džiovinimo kamera
Apdorojant lentas, jų drėgmė išlieka per aukšta. Reikalingas rodiklis turėtų būti 8-10%. Efektyviam ir greitam džiovinimui naudojamos specialios kameros - uždaromos dėžutės su vidiniu šildymu ir vėdinimo sistema.
Tai yra plieninės konstrukcijos, kurių hermetiškos sienos yra apsaugotos šilumą izoliuojančia medžiaga. Geriausią modelį galite pasirinkti pagal šiuos rodiklius:
- Grynasis fotoaparato tūris.
- Darbinės temperatūros sąlygos. Jie priklauso nuo kaitinimo elementų skaičiaus ir vietos. Parametras turi įtakos džiovinimo greičiui.
- Cirkuliacijos mechanizmas konstrukcijos viduje. Turi būti priverstinė ventiliacija.
Džiovinimo kamerą rekomenduojama užsisakyti pagal individualų projektą. Tokiu atveju jo parametrai visiškai atitiks reikalaujamas visos gamybos linijos technines charakteristikas.

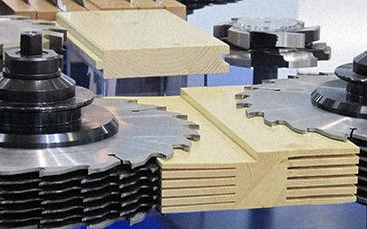
Lamelių frezavimas ir klijavimas
Džiovinimo pabaigoje lamelės atmetamos ir klijuojamos. Bet pirmiausia turite frezuoti lentų paviršių, kad jie būtų vienodo dydžio.Tam įsigyjama mašina durims gaminti su galimybe vienu metu apdoroti keletą ruošinio pusių.
Geriausia pasirinkti keturkampius frezavimo centrus. Jų produktyvumas yra apie 10–15 m p./min. Į rinkinį būtinai įtraukite pjaustytuvus, kad profilio šoniniame paviršiuje būtų montavimo griovelis.
Produktyvesni modeliai vienu metu gali atlikti iki 8 operacijų. Tačiau linijoms, kurių našumas yra mažas, jų perdirbimo greitis yra per didelis. Svarbus veiksnys yra frezavimo staklių kainos padidėjimas, atsižvelgiant į jo funkcionalumą.
Durelių presas yra horizontalus stalas, į kurį dedamos lamelės, kad susidarytų baldų skydas. Pagrindinis parametras yra galutinio produkto matmenys ir jo pagaminimo greitis.

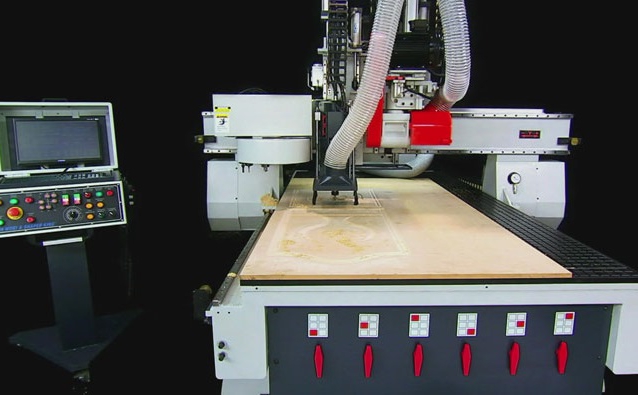
Techninės įrangos diegimas
Vyrių ir spynų montavimas yra neprivalomas veiksmas. Paprastai durų gamybos linija yra tik skydo gamyba ir jo išorinio paviršiaus frezavimas. Tačiau produktai, pagaminti pagal principą „nupirko ir įdiegė“, turėjo didelę paklausą. Spynų ir vyrių buvimas konstrukcijoje labai palengvina montavimo procesą.
Norėdami juos įdiegti, jums reikės stalo, kurio matmenys paprastai yra 2x2 m. Vamzdinė konstrukcija gali laisvai judėti, kad būtų galima greitai įdiegti priedus. Naudodami šablonus sumažinsite laiką, kurio reikia operacijai atlikti, ir padidinsite atskirų elementų diegimo tikslumą.
Gamybos proceso pabaigoje durų varčia supakuojama ir siunčiama į sandėlį saugoti. Svarbu nedėkite PVC plėvelės ant viso konstrukcijos paviršiaus. Kai drėgmė kondensuojasi, ji gali pakeisti spalvą. Priekinė durų dalis yra apsaugota kartono lakštais, kurie taip pat padės išvengti mechaninių pažeidimų.
